
Oil Recovery Treatment Plant – Efficient Recovery from Complex Slop Oils
Head Engineering’s oil recovery treatment plant is designed to recover valuable oil from complex and variable slop oil streams, separating the feed into oil, water and sludge phases.

Slop oils often contain stable emulsions and fine particles that make separation difficult. The plant is therefore designed to handle wide variations in feed composition while maximising both the quality and quantity of recovered oil.
The process is based on a proven two-stage separation concept combining a 2-phase decanter centrifuge with a 3-phase disc stack centrifuge. This thermo-mechanical approach, supported by controlled heating and chemical conditioning, ensures efficient and reliable separation even for challenging feedstocks.
Each plant is engineered to match the specific characteristics of the feed and the requirements of the end user. A complete system typically includes feed handling and conditioning, intermediate storage for stable operation, and a separation unit that delivers clean oil, treated water and minimised sludge volumes.
Process and Separation Concepts
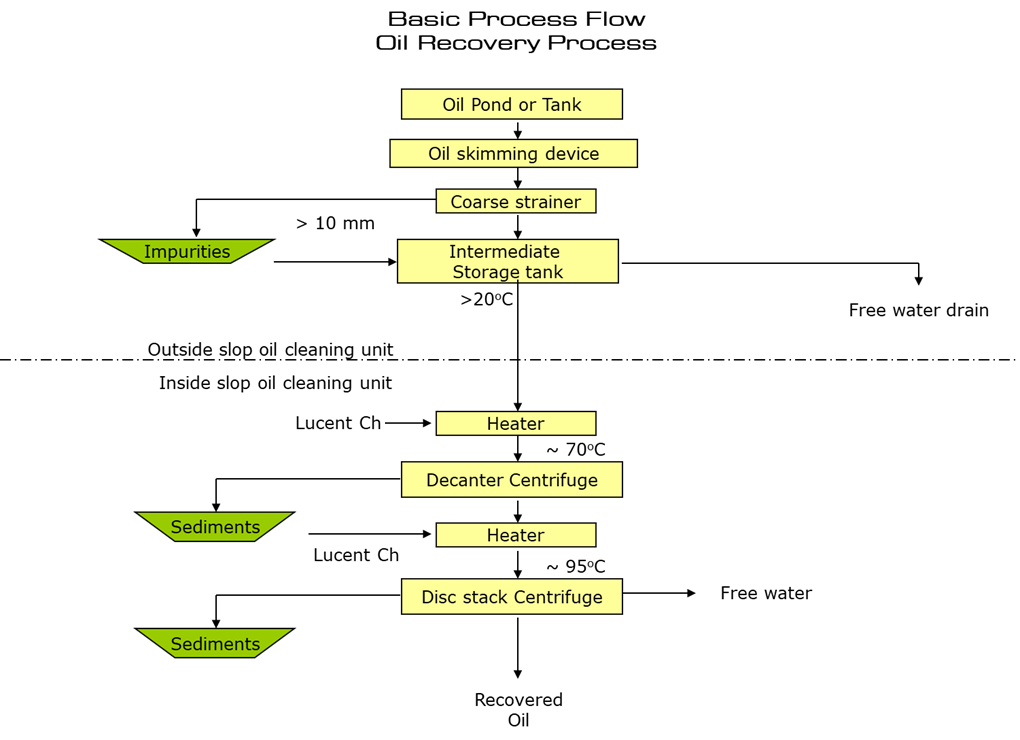
In the feed preparation stage, the incoming stream is strained, heated and conditioned with functional chemicals to enhance separation performance.
In the first stage, a decanter centrifuge removes the bulk of solids, producing a dry sludge while separating the liquid phases.
In the second stage, a disc stack centrifuge removes fine particles and splits the liquid into distinct oil and water phases.
Chemical Conditioning and Process Performance
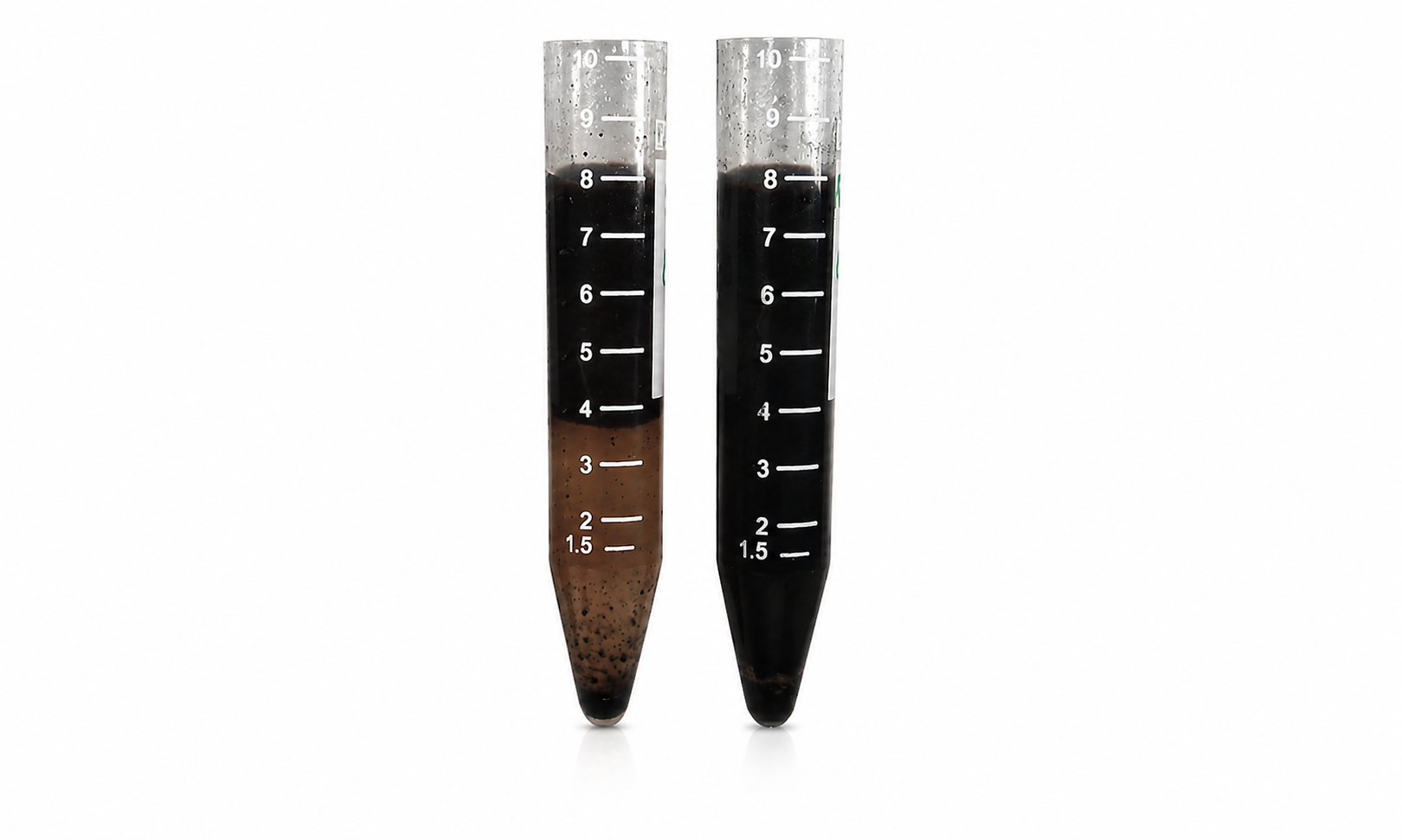
Functional chemicals play a key role in breaking stable emulsions and improving overall separation efficiency. Integrated demulsifier solutions are developed and supplied together with our daughter company Lucent Chemicals.
By combining centrifuge technology with tailored chemical treatment, the system achieves efficient phase separation, improved oil recovery and reduced load on downstream water treatment.